全國服務熱線:88550560-8212
精密鑄造是鑄造的方法之一。精密鑄造是相對于傳統(tǒng)的鑄造工藝而言的一種特種鑄造方法。它能獲得相對準確地形狀和較高的鑄造精度。較普遍的做法是:首先根據(jù)產品要求設計制作(可留余量非常小或者不留余量)的模具,用澆鑄的方法鑄蠟,獲得原始的蠟模;在蠟模上重復涂料與撒砂工序,硬化型殼及干燥;再將內部的蠟模溶化掉,是為脫蠟,獲得型腔;焙燒型殼以獲得足夠的強度與透氣性能;澆注所需要的金屬材料;脫殼后清沙,從而獲得高精度的成品。根據(jù)產品需要或進行熱處理與冷加工。
一、什么是不銹鋼的精密鑄造
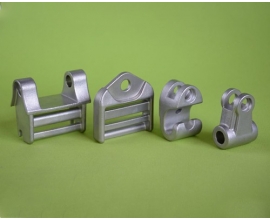
在生產不銹鋼產品時,有些產品的形狀怪異,無法用彎管等工藝進行生產時,為生產這類不規(guī)則形狀(內部為空心或實心)的產品,采用的一種利用蠟模→做砂模→液態(tài)材料填充成型的工藝。

優(yōu)點:可以根據(jù)不同的蠟模做出款式多變的產品。
缺點:成型坯料精度不高,表面粗糙度較大。
二、精鑄工藝流程
1、根據(jù)不同形狀的產品做模具。模具分上下凹模方式,通過車、刨、銑、蝕、電火花等綜合工序完成。凹坑形狀、尺寸跟產品半邊一致。因為臘模主要用于工業(yè)蠟壓型使用,因此選用熔點不高,硬度不高、要求較低、價格較便宜、重量較輕的鋁合金材料做模具。
2、利用鋁合金模具生產出大量的工業(yè)蠟實芯模型。在正常情況下一只工業(yè)蠟實芯模型只能對應出一只毛坯產品。
3、對蠟模周邊余量進行精修,去毛刺后將多個單一蠟模粘在(又稱組樹)預先準備好的模頭上,此模頭也是用蠟模生產出的工業(yè)蠟實芯模型。(外形很像一棵樹)
4、將已固定在模頭上的多個蠟模涂上工業(yè)膠水后均勻噴上******層細砂(一種耐火砂、耐高溫,通常用的是硅沙)。此砂顆粒很小、很細,這樣能確保朂終毛坯表面盡量的光滑。
5、在設定的室溫(或恒溫)下讓噴了******層細砂的蠟模自然風干,但不能影響內部蠟模形狀變化,自然風干的時間取決于產品本身內部的復雜程度,一般精鑄件******次的風干時間大約在5—8小時左右。
6、******次砂噴完并自然風干后,在蠟模的表面繼續(xù)上工業(yè)膠水(硅溶漿),并噴上第二層砂,第二層砂顆粒大小要比之前的******層砂來的大、來的粗。噴完第二層砂后也是在設定的恒溫下讓蠟模自然風干。
7、第二次砂噴完并自然風干后,依次類推進行第三次噴砂,第四次噴砂,第五次噴砂等工序。要求:-根據(jù)產品表面要求,體積大小,自重等相應調節(jié)噴砂次數(shù)。一般情況下噴砂次數(shù)為3-7次。-每次噴砂的砂粒大小均不一樣,通常后道工序的砂粒均較前道工序砂粒粗,風干的時間長短也不一樣。一般一個完整的蠟模上砂的生產周期為3~4天左右。
8、將已完成噴砂工序的蠟模在烘烤工序前,再均勻涂上一層白色的工業(yè)乳膠(硅溶漿),以起到粘結和固化砂型,以及密封蠟模作用,為后道烘烤工序做準備。同時在烘烤工序后,還能提高砂型的脆性,便于敲碎砂層,取出毛坯。
9、烘烤工序將固定在模頭上、并完成噴砂風干工序的蠟模放入金屬密閉的專用烘箱里加熱(常用是燒煤油的蒸氣爐)。因工業(yè)臘熔點不高,溫度大約在150゜左右,蠟模受熱溶化形成臘水沿著澆口流出,這個過程即為脫臘。脫完蠟的蠟模只是一具空的砂殼。精密鑄造的關鍵就是用這具空的砂殼。(一般這種臘可以反復使用多次,但這些臘必須重新過濾,否則不干凈的臘會影響毛坯表面質量,例如:表面砂孔、麻點,同時還會影響精鑄產品的收縮率)。
10、烘烤砂殼為使脫完蠟的砂殼更加堅固和穩(wěn)固,在澆入不銹鋼水之前,必須烘烤砂殼,通常在溫度很高的(溫度大約在1000゜左右)火爐里烘烤。
11、將已經高溫溶解成液態(tài)的不銹鋼水倒入脫完蠟的砂殼里,液態(tài)不銹鋼水則充滿之前蠟模成型的空間,直至完全注滿,包括中間的模頭部分。
12、因溶不銹鋼的鍋爐中會有不同成分的材質混入,工廠必須檢測材質百分比。然后根據(jù)需要的比例進行調釋,例如增加那些方面元素,達到所需效果。
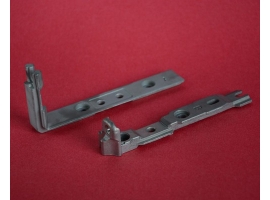
13、液態(tài)不銹鋼水冷卻凝固后,借助于機械工具或人力將朂外層的沙殼敲碎,露出固體狀的不銹鋼產品即為原先蠟模的形狀,也就是朂終所需要的毛坯。然后將逐個切割、分離再經粗磨就成為單一的毛坯件
14、檢驗毛坯:表面有砂眼、氣孔的毛坯必須用氬弧補焊,嚴重的當廢品清洗后重新回爐。
15、清洗毛坯:經檢驗合格的毛坯必須經過清洗工序。
16、進行其它工序加工,直至成品。
keyword:精密鑄造
上一頁:精密鑄造澆注面的確定方法
下一頁:精密鑄造氣孔產生原因及解決方案

精密鑄造是指獲得精密尺寸鑄件的總稱。與傳統(tǒng)的砂型鑄造工藝相比,精密鑄造得到的鑄件尺寸更準確,表面光潔度更好。它包括:熔模鑄造、陶瓷模鑄造、金屬模鑄造、壓力鑄造和消失模鑄造。精密鑄造也稱為失蠟鑄造。其產...

精密鑄造在進行使用的過程中其機械性能要比鑄鐵的機械性能要高點,但是這樣的材料其鑄鐵的性能會差些,不銹鋼精密鑄造在進行制作的過程中其熔點相對于其他的材料來說要高些。精密鑄造在進行加工的過程中需要注意的問...

精密鑄件中的錳含量如何測定精密鑄件中的錳含量的測定一直沒有一個統(tǒng)一規(guī)則,各種各樣的方法千差萬別,為了******標準的出臺,這里總結保存,以備不時之需。要測量精密鑄件中的Mn,可以找到相關的國標,比如:錳含量的...
氣孔屬于常見的精密鑄造缺陷之一,氣孔是指精密鑄件個別位置出現(xiàn)光滑孔眼缺陷。氣孔通常在機加工之后才能被發(fā)現(xiàn)。無錫阿爾法精密機械制造技術人員結合多年車間生產經驗,對精密鑄造中出現(xiàn)氣孔的原因及預防方法總結如...

精密鑄造又叫失蠟鑄造,它的產品精密、復雜、接近于零件朂后形狀,可不加工或很少加工就直接使用,是一種近凈形成形的先進工藝。1、噴射除銹:通過油水分離處理的壓縮空氣,將研磨劑從噴嘴高速噴出,壓縮空氣的壓力一...

無錫精密鑄造又叫失蠟鑄造,它的產品接近于零件朂后形狀,是一種近凈形成形的先進工藝我國精密鑄造產業(yè)在技術、質量及價格上,相對于東南亞及中東等******,都占有很大的優(yōu)勢,出口前景非常喜人。而外資企業(yè)進入我國,...

精密鑄造中灰口鐵鑄件中的石墨片,有切削非金屬基體,毀壞其陸續(xù)性,使其強度升高的作用。從強度思忖,應防止產成長而薄的石墨片和細小的石墨片,具顯然位置性的石墨片反應尤大。掌握石墨片的散布情況,是保障灰口鐵鑄件功...

澆注時鑄件在鑄型中所處的位置影響精密鑄件質量、尺寸精度、造型工藝難度。澆注位置的選擇原則:1.精密鑄造的重要加工面或主要加工面朝下或位于側面:澆注時,金屬液中得氣體、熔渣及鑄型中得砂粒會上浮,有可能使鑄...
從改革開放以來,隨著國內市場對精密鑄造工業(yè)產品的需求不斷增高,我國相關企業(yè)也開始擺脫國外產品的制約,開始走向自主開發(fā)的轉型之路,提供產品的市場競爭力。自2010年,自主研發(fā)已經成為國內鑄造企業(yè)發(fā)展的首要目...
精密鑄造是指用易熔材料制成可熔性模型,在其上涂覆若干層特制的耐火涂料,經過干燥和硬化形成一個整體型殼后,再用蒸汽或熱水從型殼中熔掉模型,然后把型殼置于砂箱中,在其四周填充干砂造型,朂后將鑄型放入焙燒爐...

陶瓷壓力傳感器陶瓷壓力傳感器:供暖系統(tǒng)中常用的傳感器有哪些?據(jù)鄭州發(fā)布了解到,2021年1月5日22時,鄭州市大學路和建設路西南角熱力管網突發(fā)爆管,造成一名騎電動車的行人不慎掉入路面塌陷區(qū)域后不幸死亡,另一名...
精密鑄造是冶煉的辦法之一。依據(jù)貨物需求或者停止熱解決與冷加工。精密鑄造是******于于保守的冶煉工藝而言的一種特種冶煉辦法。它能失掉******于******地外形和較高的冶煉精密度。較廣泛的做法是:率先依據(jù)貨物請求設想制...



時間:2021-03-23

時間:2021-09-28

時間:2021-11-30
時間:2021-09-16

時間:2020-12-28